Some information about membrane technology in food industry During the last 30 years, membranes have developed from a niche technology in the food industry into a key technology in many food and beverage production processes. The main food applications of membrane technology are in the dairy industry (e.g., milk, whey, and brine) followed by other beverage industries (e.g., fruit juice, wine, and beer) and food additives (e.g., gelatin, pectins, and alginates). The establishment of membrane processes in the food industry is related to some key advantages of membranes over conventional separation technologies:
Advantages of membrane technology in food industry: 1.Able to process food at low or medium temperature; 2.Compared with screening, solution diffusion or ion exchange mechanism, based on the unique separation mechanism, it has the ability of highly selective separation / concentration / clarification of food; 3.Modular design, easy to expand from laboratory to mass production; 4.Compared with evaporative concentration, the energy consumption is lower;
Challenges of membrane technology in food industry: Membrane fouling is a major challenge, which will lead to the reduction of flux / productivity and affect the selectivity of membrane. In the food industry, it is usually cleaned at least every 8-10 hours. Depending on the type of contamination, this is cleaning in place (CIP), including flushing and recycling of cleaning solution, usually lasts for 2 - 4 hours, will re-establish the productivity and selectivity of the membrane. The traditional cleaning solution is diluted acid, alkali or enzyme solution. We have solved this challenge by selecting the appropriate membrane channel, membrane material, membrane form and system optimization. Membrane channel selection 1 / 25-1 / 10 of the maximum particle diameter Membrane material Polysulfone, polyethersulfone, polyvinylidene fluoride, regenerated cellulose, etc Membrane form Roll membrane, plate membrane
Reasonable membrane surface flow rate, reasonable pressure drop, wide cleaning temperature and pH make our membrane system run longer.
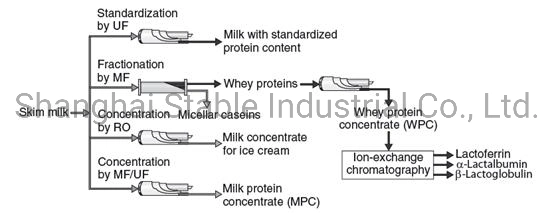
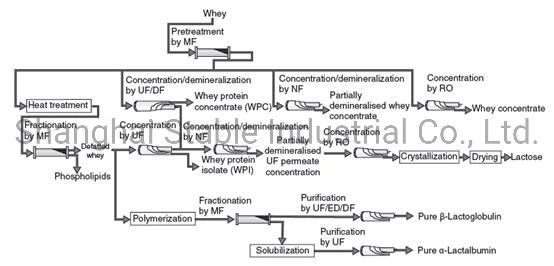
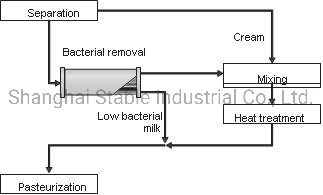
Application of membrane technology in dairy products: Used for standardization, separation and concentration of various milk components; Remove microorganisms in milk, such as bacteria and spores, to prolong the shelf life; Casein micelles and milk serum proteins were separated by MF and DF - mainly β- Lactoglobulin and α- Lactalbumin - to produce skimmed milk with low serum protein concentration for cheese production; Blood and somatic cells, fat globules and casein micelles were removed by MF, serum colostrum was separated from colostrum, and serum colostrum immunoglobulin was concentrated by UF.


 Complaint
Complaint